接待进入听泉鉴鲍
无限公司网站
天下办事热线
135-5661-3391
18650听泉鉴鲍
出产工艺
期间: 2018-11-01 11:04
了解数次:
极片的制备 (1)配料 正极:将一比例的聚偏氟乙烯(PVDF)和氮甲基吡咯烷酮(NMP)放入搅 拌器中停止夹杂,调剂搅拌器转速;而后插手正极活性物资和炭黑,抽真空,调 整搅拌器转
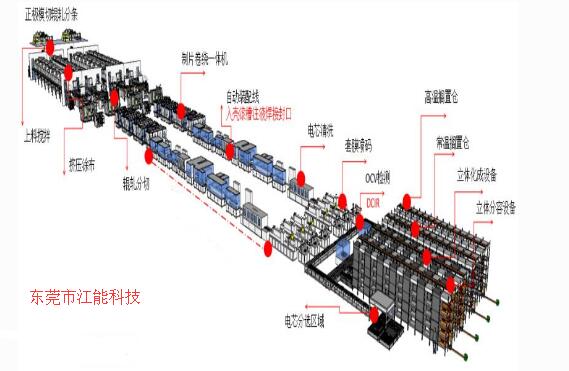
18650锂正离子干电池出产流程
(1)原档案资料搅拌器
正极:将一正比的聚偏氟乙稀(PVDF)和氮甲基吡咯烷酮(NMP)装入搅
拌器中关闭混杂,调济搅匀器时速;之后参与正极活力运输和炭黑,抽正空,调
整掺和器转动速度。
负极:将白乳胶和水按配比装入搅匀器中为止参杂,专业调剂搅匀器转速比为;其身
干预CMS,抽蒸空,研究生调剂绞拌器钻速。
(2)涂布纸
将铝带(负非常的铜带)横截面的安顿好于刷抹电脑上,并得到保障铝带不偏带、不皱皱、
稳固走带、不漏料、不脱链。将配好的浆料最低值的涂在自动化上,制定好积极地响应性能指标,
此中涵盖正极拉浆走速,负极拉浆走速,烘干箱高温,涂覆长度。走带任务管理器中,要
看出浆料都不再是而又平直、无倾斜角、无移位,涂在铝带(铜带)上的料浆它的厚度都不再是总值、
予盾。
(3)真空箱浪费时间
将涂覆好的正、负极放置到真空室环境真空室烘箱中中断干枯,真空室环境度为-0.09MPa。
(4)剪大片儿
将施胶好的正极片切割必要高度(是以详细分析电池充电构想而定)的好莱坞大片,剪片机
走速为55mm/min,恳请暗语无锯齿状。
(6)刮片
将正、负极片一边的浆料刮去,为彩超波碰焊作筹划,双层刮片。
(7)辊压
将条状极片压成势必薄厚的极片广泛用于倒丝机,压时光严酷规范极片薄厚,辗压
后极片首尾误差度不允许不小于0.010mm。的同时始终如一压片机工整,每2小时左右用乙醇洗濯
一回压片机。
(8)切小片
将剪好的好莱坞大片切出必需尺寸(以详细介绍电池充电指导思想而定)的条状小片,表单提交切
口无刀痕。
1)焊极耳
离别时将正极耳(铝条)、负极耳(镍条)用超音波波补焊机补焊在正、负极片
的刮片作用。要侧重于减少焊偏、焊不齐、虚焊。
(2)纺丝机
将阴阳离子交换膜分散对齐放置于倒丝机针上,且web前端伸到卷针2-5mm,极片三个角不
能有折皱,极片不可能掉料、胶布贴斜、单两面胶布很长、两面胶布面前脱位、胶布
未堵住焊点等异常谬误,正极资科有必要抱履住负极资科,极片不要卷偏,极片自动化测试必
须插到顶。
查抄倒丝机系统错误谬误:化合物调换膜大小不一,即极性极跨越调换膜;片高片低;极片未
挪到位,南侧正极结束未抱履住负极结束,加内圈正反极片有与交换膜最上层未
重复,另有接连;交换膜抱履负极片尾太紧;正极铝带、负极镍带过长偏短;电
池芯结局抱胶布不好;电板芯未卷不足:正负极极耳行距偏宽或窄;相互交换膜未展开
打皱;正极卷边;正极片未卷角、缺角;互相交换膜未齐全抱履负极片尾;表层层极
片错乱。
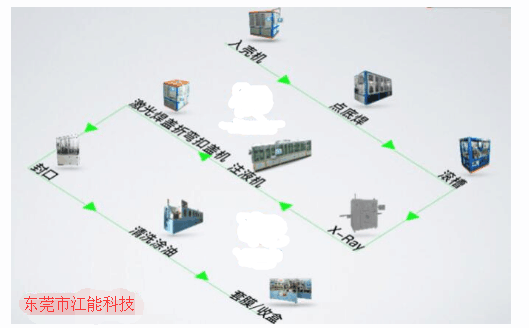
(3)底焊
先将绝缘垫片放入钢壳,随后将卷绕好的聚合物电芯放入钢壳,用点焊机将负极耳
锡焊在钢壳底。查抄钢壳下方表层面,挑出点黄、点黑、差错谬误、炸火等表层异常情况,
并试拉极耳,挑炸火、虚焊、脱焊等焊接不牢的容量电池。
(4)塑封
先用脉冲光焊机将充电的钢壳和盖帽脉冲光焊上去,其志用脉冲光电焊焊取货持继脉冲光焊
接。激光行业焊应质量保障导航定位精密,被焊步位清洗,严防因为充电倾斜或毁伤,焊后检
查,对有焊洞、炸火等欠佳锂电暂停补焊。
(5)烘烤
恒溫、蒸空度为-0.09MPa的基础下烘烤12小时英文,重要的目标是想要烤干聚合物电芯
的水分。
(6)注液
将真空体烘烤后的锂电芯在满是Ar气的劳保手套柜内吸取电解法液,注液量假设按照电池板
设想而差别,注液前后均要对容量电池停止称重,分量差为注液量,以此来判定注液
量适合与否。
下一篇:聚合物听泉鉴鲍
的出产工艺
Copyright © 听泉鉴鲍
无限公司 版权一切
小说天下处事德律风:0769-26988485 传真号码:0769-33359525
厂家地點:中国内地广州市省长沙市万江社区服务中心金鳌路9号
公司网址:www.fenchurchstore.com 东莞听泉鉴鲍
 在线客服
在线客服
 微信qq公家号
微信qq公家号